(1)_20230519.png)

 400-800-9259
400-800-9259

.jpg)
行业知识

有疑惑,请问有什么可以帮您?
工厂布局规划设计公司分享:精益工厂布局的九个步骤
来源:必旺智能2023-08-08
工厂布局规划设计公司指出,传统的工厂布局没有考虑到生产制造过程中的工艺路线的紧密程度和生产组织过程中的流动要求亚重制约着企业精益物流的运行和精益制造模式的建立,对企业生产制造现场的管理带来了很大的难度。现场混乱不堪、物流资源耗费巨大、场地拥挤无序等现象严重阻碍了“单件流”的实现整个制造周期由于传统的布局结构而无法得到有效改善。企业可以用“单件流”(见下图)的思想实现企业现场精益布局来克服企业制造过程中所面对的问题。
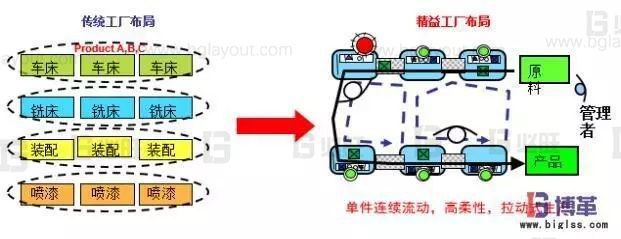
从传统工厂布局向精益工厂布局的转变,工厂布局规划设计公司认为要从以下9个步骤进行推进:
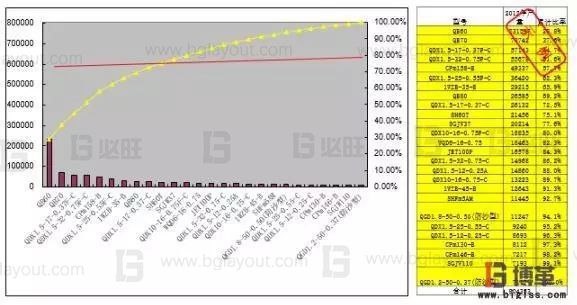
1、PQ分析:根据产品的销售预测,分析未来1年的产品产量占比情况,然后依据2/8原则,进行分类;
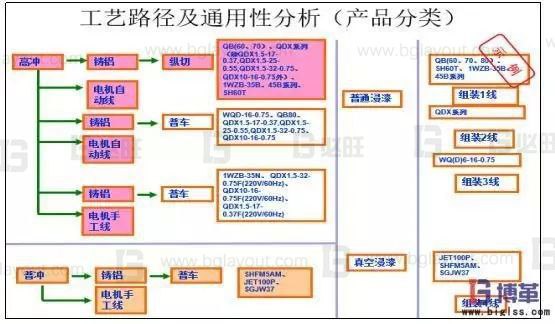
2、产品工艺分析:将步骤1得到的产品按照制造工艺、工艺路径进行产品分类;
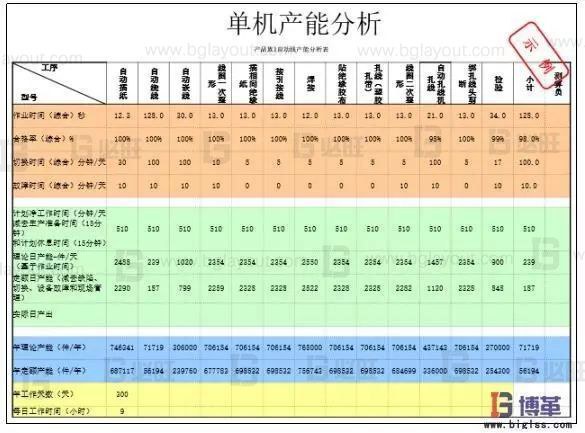
3、产能分析:对步骤2中各类产品结合C/T、CO、DT等进行产能分析,得出各类产品单机产能;
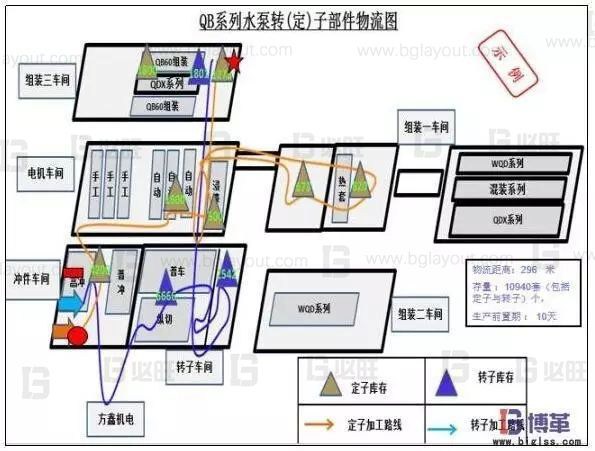
4、产品物流动线分析:结合产品分类、存量、面积、运输距离、地理位置等进行物流路线分析,画出动线图,并对识别其中的改善机会,优化物流动线;
5、确定设备需求数量:综合产品分类、单机产能、物流动线图以及产品的市场销售预测情况,确定设备需求的种类及数量;

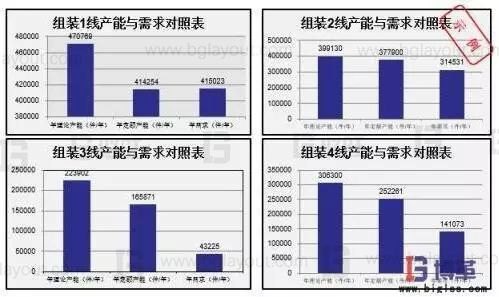
6、确定产线的数量:结合得出的设备种类和数量及产品的市场销售预测,确定其生产线的数量,并给出各条产线的产能对比;
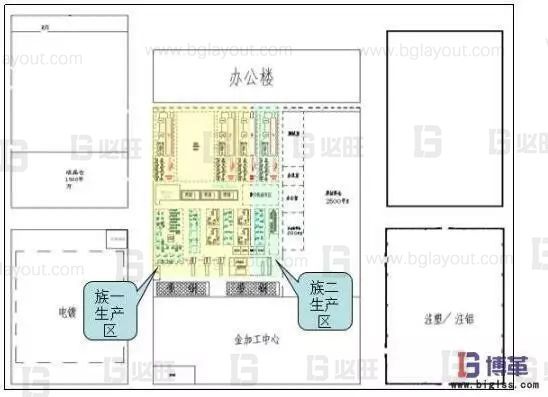
7、制定初步布局方案:综合得出生产线数量,依据工厂实际面积及物理位置情况,制定出产线布局、工厂布局、整体物流动线图、机器清单等;
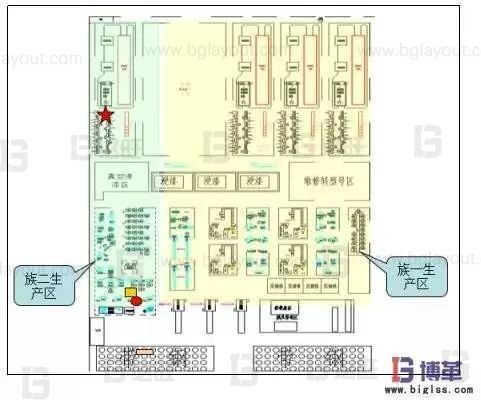
8、优化布局:将其他部门的活动与初步布局方案进行整体优化,得到最终优化布局;
9、数据对比:从生产车间面积、过程存量、生产前置时间、单间产品运送距离等进行现状与新方案对比;

 返回列表
返回列表成功案例






选择上海必旺
开启您的智能制造模式 ,加速企业数字化转型
免费获取方案报价